Metal Injection Molding: A Beginner's Guide for Engineers
In a rush and want to take this information with you? Download this page as an eBook right now!

What is Metal Injection Molding: The MIM Process Explained
Metal injection molding is a technology that combines plastic injection molding and powdered metallurgy to produce complex parts that wouldn’t be possible with traditional machining methods.
There’s a lot to be excited about when it comes to MIM. The technology has the ability to create parts for half of the cost of traditional methods. Not only that, MIM can:.webp?width=506&height=285&name=My%20project%20(1).webp)
- Create high-strength end-products with complex geometries
- Provide superior corrosion resistance and surface finishes
- Work with a wide range of pre-alloys and master alloys
- Produce high-volumes of smaller, complex parts at a cost-effective price
- Develop net-shape parts and components with minimal waste
Sounds great, right? Before you make a decision, it’s also important to check out how MIM works.

How Does Metal Injection Molding Work?
Now that you understand what MIM is, let’s dive into the four metal injection molding process steps:
-
-
- Compounding
- Injection Molding
- Debinding
- Sintering
-
1. CompoundingThe MIM process begins with feedstock preparation, where fine metal powder is mixed with either thermoplastic or wax binders. The blend is heated, causing the binders to melt, and particles to evenly distribute throughout. The mass is then cooled and granulated into a feedstock that can be used in the MIM machine. |
2. Injection MoldingIf you’re familiar with plastic injection molding, you’ll have a good grasp of how MIM works. First, the feedstock is placed into the MIM machine, where it’s heated and injected into a mold cavity under high pressure. The ‘green’ part is then allowed to cool and removed from the mold so the process can be repeated. |
3. DebindingThe part is now ready to move onto the debinding, or binder removal process. The majority of debinding takes place prior to sintering, however, there is enough remaining binder to keep the part intact while entering the furnace. After debinding, the part will be semi-porous, which allows the remaining binder to escape during the sintering process. |
4. SinteringThroughout the sintering process, heat is applied to the feedstock. Once it nears melting point, the binders start to liquefy and evaporate. Once all of the binders have been released, the component is heated, where it shrinks, transforming into a dense solid. With this repeatable process and the ability to produce intricate parts in a variety of metals, metal injection molding exceeds expectations in production. |



Metal Injection Molding: Materials & Properties
The MIM process begins with compounding, or the grinding of metals to create powder. Selecting the perfect metals to create alloys is essential to produce the most precise parts.
The material you choose depends heavily on the end-use requirements of your part. While the MIM process itself creates extremely durable and fatigue-resistant components, adding in a strong material can give the part extra strength, making MIM an ideal solution.
Fortunately, a large assortment of metal injection molding materials is available in the following general categories:

1. Ferrous Alloys
These iron-based alloys include various types of steel including tool steels, stainless steel, iron-nickel magnetic alloys, and Kovar and Invar, two specialty ferrous alloys.
2. Hard Metals
Hard metal blends like cemented carbides, and cermets work well in metal injection molding, producing highly durable and hard components that resist fracture under intense use conditions.


3. Tungsten Alloys
Metal alloys where tungsten is the main component, including a tungsten-copper blend.
4. Special Materials
Just a few of the precious metals and alloys that fall into this category include:
- Particulate composites
- Titanium alloys
- Nickel
- Nickel-based superalloys
- Cobalt-chromium alloys
- Molybdenum
- Molybdenum-copper alloys

Advantages & Disadvantages of Metal Injection Molding
When deciding if MIM is the best, it’s important to consider the advantages and disadvantages of the process.
Let’s take a look at both.
Advantages of Metal Injection Molding
While the wide selection of materials for MIM is an advantage, the metal injection molding process has four additional advantages.
- The ability to create parts with complex geometries
- Increased cost-effectiveness when compared with other metallurgy methods
- Consistent part quality
- Consistent part density & strength
1. Complex Geometries
MIM parts are structurally similar to plastic-injected parts with intricate internal structures, thin walls, and complex shapes, making producing functional and aesthetically pleasing components possible.
In addition to complex geometries, MIM also offers tight tolerances, which is important for ensuring the proper fit and function of the component.
2. Cost-Effectiveness
Metal injection molding is considered cost-effective for several reasons, not the least of which include reduced labor and reduced waste.
MIM is a highly automated process, which reduces the need for manual labor, compared to traditional metal forming methods. This can result in significant labor savings, especially for high-volume production runs.
The metal injection molding process also generates very little scrap, which reduces the amount of discarded material and the associated costs. The high precision of MIM reduces the need for secondary operations, such as finishing and assembly, which can also result in cost savings.
3. Consistent Quality
Consistent quality is achieved in metal injection molding for the following reasons:
- Repeatability – The MIM process is highly automated and repeatable, which ensures that each part produced is exactly the same. This reduces the risk of defects and ensures the parts meet specified design and tolerance requirements.
- Consistent Raw Material Quality – The MIM process starts with the creation of a metal powder that’s mixed with a binding material to form a feedstock. Metal powders used in the MIM process are highly consistent in composition and particle size, which reduces variability in the final parts and ensures consistent quality.
- Controlled Environment – Metal injection molding takes place in a controlled environment, reducing the risk of contamination and defects. The high pressure and heat used in the process also eliminate any porosity or inclusions that might be present in the feedstock, ensuring the final parts are of high quality.
4. Density & Strength
MIM parts are produced with high density, resulting in excellent mechanical properties, including strength and hardness. This makes MIM a great solution for components that need to withstand high stress and wear.
Disadvantages of Metal Injection Molding
Though the benefits of metal injection molding are great, it does have disadvantages worth considering:
- Initial costs
- Tooling lead times
- Design change costs
1. Initial Costs
The metal injection molding process requires specialized equipment, including an injection molding machine, a debinding oven, and a sintering furnace. This equipment can be expensive, especially for companies that are new to the MIM process.
Pro Tip: Working with a manufacturer with MIM processes already in place can help alleviate these costs!
2. Tooling Lead Times
The lead time for manufacturing a new mold and producing parts with a new design can be weeks or months, especially for complex parts. This delay can impact production schedules, resulting in increased costs due to the need to meet tight deadlines.
3. Design Change Costs
To mold the part, a unique mold for each design needs to be created. If a design change is required, a new mold must be designed and manufactured, which increases lead times and costs.
With any production method, there are disadvantages. When deciding between MIM and other traditional methods, it’s important to weigh the advantages and disadvantages of both to determine if it’s the right solution for your end-use parts.
"MIM parts are structurally similar to plastic-injected parts with intricate internal structures, thin walls, and complex shapes, making producing functional and aesthetically pleasing components possible."
Metal Injection Molding vs. Traditional Methods
The metal injection molding process has both similarities and differences to powder metallurgy (PM).
First, what is powder metallurgy?
Powder metallurgy is a four-step process of taking metal powder and turning it into end-use parts. Let’s break it down into four steps:
- Powder Production – First, the metal type needs to be selected. Then, the metal is broken down by grinding, crushing, or chemical reactions to turn it into a fine metal powder.
- Mixing and Blending – The metal powder is then combined with binders, lubricants, or other metal powders. This step is critical to determine the properties of the final part.
- Compacting – At this point, the mixture of powder and binders is pressed into shapes or compacted. The mixture undergoes immense pressure to mold into the final component.
- Sintering – The last step creates a bond between metal particles by heating the part to near its melting point.
The sintering step remains the same between the powder metallurgy and metal injection molding process. However, while both processes involve sintering there are several differences.
While both processes involve pulverizing metal into a powder as the base step, in traditional PM, the metal powder is irregular in shape and pieces come in larger sizes due to the water atomization process.
Alternatively, during the MIM process, the powder is spherical in shape due to the requirements for flowability, achieved through a gas atomization process. As a result, powder metallurgy end products tend to perform lower on the theoretical density scale.
While the gas atomization process is beneficial for increasing part density, it adds additional expenses to the MIM process, making powder metallurgy the choice if you’re looking to save money.
Though the powder metallurgy process is economical for specific geometries, it does have limitations due to the motion of the tooling. One limitation is no side action capability for undercut features – in this case, MIM may be preferred.
Both the metal injection molding process and powder metallurgy have their pros and cons, prioritizing what’s important to your specific project will help make your choice.
When MIM is Best
MIM also provides engineers with a higher level of customization over traditional PM due to the inherent process differences. This method is an ideal option when considering the following aspects of your project:
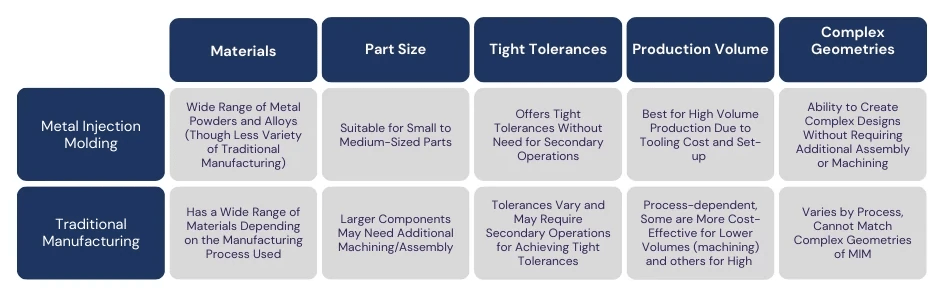
Materials/Material Properties
If you want the capability to use a wide range of materials, then MIM is an excellent option. Popular metals are stainless steel, tungsten, and copper alloy, but titanium alloys and other precious metals can also be molded using this technique. Specific metals that are also able to withstand high temperatures and corrosion can also be used with MIM.
Part Size
MIM is the recommended method for metal pieces and parts under 100 grams and is an extremely effective method for pieces and parts under 40 grams. Machining cannot produce the level of small and intricately detailed pieces and parts at the same level (or rate as you’ll see below).
Tight Tolerances
The MIM method can handle tight geometric tolerances to ±0.5%.
High-Production Volumes
Not only does MIM allow for high-quality metal components to be molded to precise specifications, but it’s also efficient at high volumes. This can directly affect the time from part conceptualization to production. For example, if your cycle time decreases by 5% using MIM, your productivity increases by 5%.
Complex Geometries
The molding process also allows for specific sets of design elements to be included, so MIM is able to handle manufacturing metal components with complex designs. These might include more intricate angles, a variety of depths, or just the overall design.
While MIM is ideal in these cases, sometimes going back to the basics of traditional powder metallurgy or choosing a modern technology, such as additive manufacturing is necessary.
Metal Injection Molding vs. Metal Additive Manufacturing
Metal injection molding has similarities with traditional manufacturing, but is MIM the same as MAM?
In short, no.
However, they both have their own advantages when it comes to certain phases of prototype production.
MIM melts metal and injects it using a cavity inside of a steel tool. On the other hand, MAM binds together layers of metal powder until it achieves a finished product. It’s the better option for rapid prototyping due to its lower cost and ability to print consistent components.
Interested in learning more about metal additive manufacturing? Check out this free guide to the process!

When Is Metal Injection Molding Right for the Job?
While MIM has many advantages, it has several capabilities that are commonly overlooked:
- Reliably fabricating parts with complex geometries that require little to no post-processing
- Creating quality, end-use parts with tight tolerances
- Remaining a highly cost-efficient metallurgical choice
While thin walls are common in plastic injection molded parts, it's not a common feature in metal parts. However, with MIM, parts can be produced with thin walls and complex shapes.
In addition to high durability, MIM produces quality, precise parts. The MIM process is highly repeatable, so each part comes out exactly the same. This is crucial when producing in high volumes so each part meets the desired requirements.
Why choose MIM over competing methods that can produce precise parts?
Efficiency.
Without sacrificing quality, MIM delivers custom products en masse at a relatively inexpensive cost. And because of high-volume runs, MIM has a faster return on investment.
"While thin walls are common in plastic injection molded parts, it's not a common feature in metal parts. However, with MIM, parts can be produced with thin walls and complex shapes."
How is MIM Used Today?
With all the advantages metal injection molding has to offer, it’s commonly used in many applications from the medical industry to agricultural, and even daily consumer items.
In the medical industry, MIM is used to produce precise medical devices such as:
- Surgical instruments
- Orthopedic implants
- Hip replacements
- Dental crowns and implants
In agriculture, you’ll see MIM-produced components used for things like tractor parts to pruning shears.
MIM may even be found in your daily routine. Cell phones and electronic devices typically contain components produced by metal injection molding.




Checklist: Is Metal Injection Molding the Right Choice?
Now that you know a little more about metal injection molding and the industries it's thriving in, here’s a checklist to help you decide whether the metal injection molding process is the right choice for your production.
-
Volume of Production
Are you producing large quantities of parts?
-
Part Size
Are your parts small and complex in design?
-
Precision & Consistency
Do the parts need to meet strict specifications and tolerances?
-
Production Efficiency
Are you looking for a highly efficient production process?
-
Complex Geometries
Do the parts have intricate designs or functional requirements?
If you answer ‘yes’ to any of these questions, MIM may be a good fit.
While MIM is a highly efficient and versatile production process, there are some situations where it may not be the right choice:
- Frequent design changes: Do you need the flexibility to make frequent design changes? Due to the use of molds, MIM can be expensive to modify once production has started. This makes it an impractical option for prototyping.
- Lead times: Is quick turnaround an important factor? MIM requires the creation of specialized tooling, including injection molds and binding fixtures. Tooling can take several weeks or even months, depending on the complexity of the part.
By considering these factors, you can ensure that you choose the right production process for your specific needs.
Unleash the Possibilities with Metal Injection Molding
With the ability to produce using a wide range of materials with increased design flexibility, metal injection molding will be your solution to create the perfect component.
Even though investing in MIM can be a complex, in-depth process – getting started with the investment will be worth the return in the end.
Integrate MIM Into Your Next Project
When considering metal injection molding for your production, it’s best to take all factors into consideration. Download the Free Beginner's Guide to Metal Injection Molding to get started.